Опубликовано на Яндекс.Дзен
Руководство по сборке и ремонту
Содержание
1. Общие сведения
2. Конструкция и принцип действия
3. Технические данные
4. Контроль и финишная обработка изделий
5. Руководство по сборке муфты
6. Динамическая балансировка
7. Руководство по монтажу на генератор
8. Руководство по ремонту
9. Генеральный осмотр
1. Общие сведения
Установки отопления, вентиляции, освещения и кондиционирования воздуха, которыми оснащены современные пассажирские вагоны, связаны с электропитанием. Необходимое для данного оборудования электропитание создается генератором мощностью 32 кВт, который снабжает энергией всех потребителей и заряжает электробатареи.
Генераторы типа DCG 4435/24/2а38 и другие генераторы, имеющие такие же присоединительные размеры, приводятся в движение при помощи эластичной муфты, карданного вала и редуктора отбора мощности от средней части оси колесной пары. Эластичная муфта в неподвижном состоянии и во время движения связывает карданный вал с генератором, она передает вращающий момент, необходимый для работы генератора, демпфирует колебания, и в случае перегрузки является местом разрыва (слабым звеном) в общей системе генераторной установки. Необходимый для обеспечения максимальной нагрузки вращающий момент передается гарантированно в диапазоне скорости от n = 900 до 3632 1/мин при полной нагрузке.
2. Конструкция и принцип действия (см. Рис.1)
Смонтированный на оси колесной пары редуктор повышает число оборотов колесной пары и передаёт вращение через карданный вал далее на эластичную муфту, которая, в свою очередь, передает вращение на вал генератора. Карданный вал (17) закреплен 8-ю шпильками (10) к резиновому элементу (1). Вулканизированный резиновый элемент передает необходимый вращающий момент и демпфирует ударные нагрузки, которые во время вращения передаются через карданный вал (17). Резиновый элемент (1) соединен со ступицей корпуса муфты (2) при помощи 8 шестигранных болтов (8). Вставленная в цапфу вала генератора (15) шпонка (16) передает вращающий момент со ступицы корпуса муфты (2) на вал генератора. Для обеспечения надежной посадки ступицы корпуса муфты (2) на цапфе вала генератора (15) необходима концевая шайба (3), которая затягивается при помощи шестигранного болта (9). Шестигранный болт (9) стопориться посредством пружинной шайбы (13). В случае, если из-за перегрузки произойдет разрушение вулканизированной резины в резиновом элементе (1), то часть резинового элемента с втулкой (4) проворачивается на цапфе ступицы корпуса муфты (2).
Эластичная муфта не нуждается в обслуживании и пополнения смазки не требуется
3. Технические данные
Макс, рабочий вращ. момент Mtex = 474,104 Нм
Макс. вращ. момент  = 948,209 Нм
= 948,209 Нм
Макс, допуст. вращ. момент  . = 1500 Нм
. = 1500 Нм
Угол кручения (Торсионный угол)
при вращ. моменте
 590HM test = 17° С
590HM test = 17° С
Обороты эластичной муфты при макс, нагрузке nv = от 900 до 3632 1/мин.
4 Контроль и финишная обработка изделий
4.1. Контроль материалов
4.1.1. Соответствующее качество изготовления муфты согласно чертежа 9258 4801 подтверждается приемо-сдаточным протоколом.
4.2. Контроль и финишная обработка изделий
4.2.1. Муфта согласно чертежа 9258 4801.
Перед дальнейшей обработкой муфты необходимо проверить, изготовлена ли она по чертежу. При погрешностях поверхности уплотнения резинового элемента (1) поверхность должна быть обработана повторно. В дальнейшем поверхности резинового элемента (1) должны быть очищены от слоя антикоррозионного средства и устранены возможные коррозионные дефекты. Кроме того, необходимо проконтролировать, насколько плотно резина резинового элемента (1) адгезирует с металлической поверхностью. На выпуклой резиновой поверхности не должно быть пузырей или швов.
Резиновая поверхность не должна иметь трещин, пор и шрамов, наличие которых ведет к ухудшению качества. Муфты, не соответствующие перечисленным техническим требованиям, не подлежат установке.
4.2.1.1. Предельно допустимые размеры для новой муфты:
Зазор опрокидывания 0.10
Радиальное биение 0.15
Осевое/Торцевое биение 0.15
4.2.2. Муфта с втулкой согласно чертежа 05 114 50000.
Втулка выпрессовывается со стороны генератора (см. рис. 2).
Максимально возможная сила выпрессовки равна 1000 Н.
Во время запрессовывания втулки необходимо проследить, чтобы не был поврежден резиновый элемент.
После запрессовки проконтролировать внутренний диаметр втулки, величина которого равна 0,90 мм +0,155 мм + 0,020 м
4.2.3. Установка разгонной шайбы.
Разгонная (фрикционная) шайба (5) устанавливается так, чтобы ее покрытая фрикционная сторона смотрела на втулку (6).
4.2.4. Ступица корпуса муфты (2).
С помощью контрольного калибра необходимо проверить коническое отверстие ступицы корпуса муфты (2), то есть, обеспечивает ли оно надежную посадку в процессе эксплуатации. Результат проверки должен быть следующим: пятно контакта несущей поверхности отверстия составляет не менее 70% .
Далее следует проверить посадку 90 п8 наружного диаметра ступицы, посадку диаметра фланца 150 Н7, а также его радиальное и осевое биение. Фланец ступицы корпуса муфты (2) не должен после механической обработки иметь погрешности, которые влияют на прочность.
5. Руководство по сборке муфты
5.1. Перед монтажом все детали должны быть основательно очищены от от смазочных материалов и масла. У ступицы корпуса муфты (2) с рабочих поверхностей втулки (6) должен быть тщательно удален слой антикоррозийного покрытия.
5.2. Муфту нельзя смазывать!
Рабочие поверхности втулки (6) и разгонной шайбы (5) содержать обезжиренными!
5.3. Насадить резиновый элемент (1) со втулкой (6) на ступицу корпуса муфты (2), при этом необходимо следить за тем, чтобы между втулкой (6) и ступицей корпуса муфты (2) не попали посторонние предметы. При насадке не прикладывать особых усилий, таких как, например, удары молотка по резиновому элементу (1).
5.4. Привинтить резиновый элемент (1) к ступице корпуса муфты (2). При этом резьба крепежных болтов (8) покрывается герметиком LOCTITE 243 и болты крестообразно затягиваются с моментом затяжки 35 Нм. Должны применяться только болты, изготовленные из материала с классом прочности 8.8 (прочность785-981 МРа).
5.5. После сборки насадить комплектную муфту на приспособление с коническим валом. При этом коническое отверстие ступицы корпуса муфты (2) служит в качестве ответного элемента. На этой измерительной базе замеряются осевое и радиальное биения центрирующего пояска места крепления карданного вала, а данные измерений регистрируются в листе измерений или в приемо-сдаточном протоколе. Допустимое отклонение радиального биения по общей длине конического вала составляет 0.06 мм. Муфты, у которых истинные отклонения превышают допустимые значения, не должны устанавливаться на генератор.
6. Динамическая балансировка
Муфта подлежит динамической балансировке при скорости не менее чем 1500 об/мин. Комплектная эластичная муфта должна быть так установлена на балансировочной машине, чтобы ступица корпуса муфты не могла проворачиваться относительно установочного крепления. Допустимый остаточный дисбаланс составляет 40 mmg. Балансировка осуществляется посредством сверления глухих отверстий диаметром 5 мм и максимальной глубиной до 5 мм на наружной поверхности ступицы корпуса муфты (2).
7. Руководство по монтажу на генератор
7.1. Для монтажа узла эластичной муфты на генераторы типа DCG 4435/24/2а38 и другие генераторы, имеющие такие же присоединительные размеры, должны быть приняты во внимание следующие документы:
-Руководство по монтажу генераторной установки 32 кВт 0.541-27.15.00:527
- настоящее Руководство
- Чертёж эластичной муфты 9258 4801
-Лист измерений или приемо-сдаточный протокол
- Чертежи генераторов 01 320 Mb (2), 01 322 Mb (2), ОТР 300.247GR
Обратите внимание на то, что все размеры монтируемых деталей соответствуют чертежам и указанным на чертежах материалам, и что все болты соответствуют классу прочности 8.8 (Прочность 785 до 981 МПа).
7.2. Перед монтажом эластичная муфта должна быть подвергнута визуальному контролю.
При этом необходимо проверить:
- Наличие всех болтов и предохранительных элементов,
- Комплектная муфта не должна иметь следов коррозии,
- Все металлические поверхности, за исключением конического отверстия сошпоночным пазом для шпонки и центрирующего пояска для карданного вала, должныиметь антикоррозийную защиту.
7.3 Для предохранения посадочных мест муфты и вала генератора от коррозии, непосредственно перед монтажом, сопрягаемые поверхности обрабатывают маслом (любой вязкой марки).
8. Руководство по ремонту
8.1 Работы, которые должны проводиться на промежуточных и сортировочных станциях. На промежуточных и сортировочных станциях муфта должна осматриваться сопровождающим поезд персоналом. При этом внимание должно быть обращено на то, что муфта находится в надёжном рабочем состоянии. Особое внимание обратить на наличие всех болтов и предохранительных элементов. Если при осмотре установлена неисправность, вследствие которой не может гарантироваться дальнейшая безопасная эксплуатация, то электроустановки (потребители) в дальнейшем не включать. Перечень неисправностей муфты и инструкции по их устранению указаны в пункте 8.4. Если потребуется монтаж новой детали и связанный с этим демонтаж муфты, то необходимо следовать пункту 9. |Генеральный осмотр".
8.2. Работы, которые необходимо проводить при сцепке вагонов. Кроме внешнего осмотра должны быть выполнены следующие работы: Проверить вручную, проворачивается ли вал генератора вместе со ступицей корпуса муфты. Кроме того контролировать тугую посадку муфты на валу генератора. Все крепежные болты проверить на прочность затяжки и эксплуатационную безопасность. Открученные болты должны быть снова туго затянуты и застопорены. Дефектные предохранительные элементы должны быть принципиально заменены новыми. Если установлен дефект муфты, при котором не может быть гарантирована дальнейшая безопасная эксплуатация, то необходимо демонтировать карданный вал со стороны редуктора и со стороны муфты, а также комплектную муфту с вала генератора. В случае, если во время движения установлена неисправность муфты, устранение которой невозможно на месте, то необходимо следовать пункту 8.4. В случае, если требуется монтаж новой детали и, связанный с этим демонтаж муфты, то необходимо следовать пункту 9.
8.3. Периодический контроль.
Кроме работ по пунктам 8.1. и 8.2., которые проводятся на промежуточных и сортировочных станциях, а также при сцепке вагонов, должны по соответствующему техпроцессу непременно проводиться следующие регулярные контрольно-профилактические работы.
8.3.1. Контроль зазора опрокидывания, радиального и осевого биения.
8.3.1.1. Контроль зазора опрокидывания должен производиться после пробега 350.000 км или же во время годового осмотра.
8.3.1.2. Контроль радиального и осевого биения на пояске центрирующем карданный вал. Контроль радиального и аксиального биения должен производиться после пробега 350.000 км или же во время годового осмотра.
8.3.1.3. Пояснения к контрольным-профилактическим работам.
Контроль зазора опрокидывания проводится, когда карданный вал не демонтирован, он используется как плечо рычага. При демонтированном карданном вале зазор опрокидывания замеряется при помощи приспособления с плечом L=340, устанавливаемого на муфту на посадочное место карданного вала (см. рис. 3). Контроль радиального и осевого биения осуществляется при демонтированном карданном вале. При этом маркируется положение фланца карданного вала, для того, чтобы при монтаже вновь обеспечить прежнее положение карданного вала. Все контрольно-профилактические работы и необходимые при этом движения производятся руками (без применения монтировок, ломиков и т.д.)
8.3.1.4. Допустимые размеры.
Для муфты, независимо от количества километров пробега, следующие значения не должны быть превышены:
Зазор опрокидывания 0,5 мм
Радиальное биение 0,25 мм
Осевое / Торцевое биение 0,25 мм.
В случае превышения этих величин во время гарантийного срока муфта должна быть возвращена на завод-изготовитель и подвергнута генеральному осмотру (смотри пункт 9.).
8.3.2. Контроль резиновых элементов.
8.3.2.1. Визуальный контроль резиновых элементов.
Визуальный контроль резиновых элементов возможен только при «Генеральном осмотре».
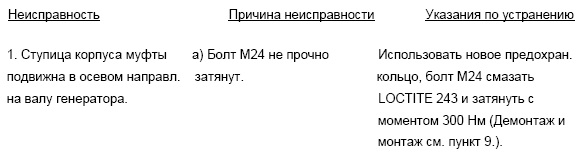
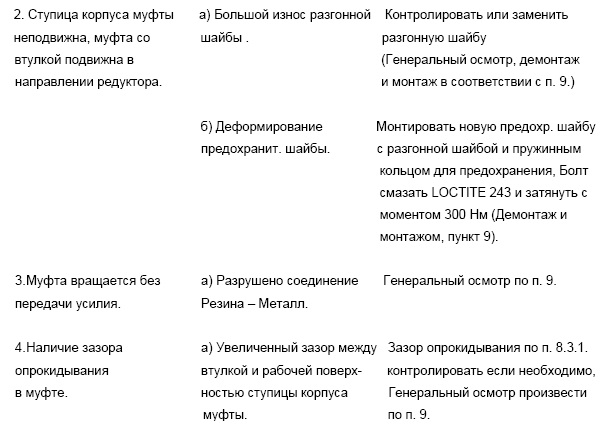
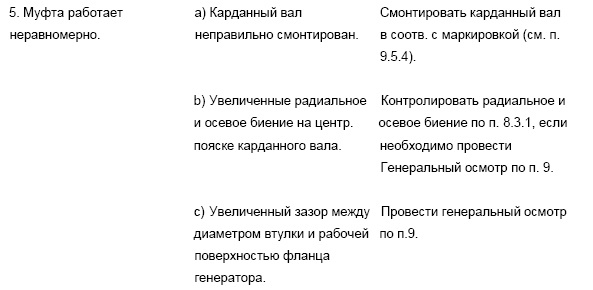
8.4. Перечень неисправностей муфты и указания по их устранению


9. Генеральный осмотр
9.1. Общие замечания
Генеральный осмотр принципиально должен проводиться через 800.000 км пробега или каждые 2 года при осмотре. Этот генеральный осмотр должен производиться на производственной площадке вокзала или на ремонтном заводе, где имеются в наличии все требуемые технические и технологические механизмы, а также высококвалифицированный персонал.
Для выполнения работ по демонтажу и монтажу используйте рис. 1.
9.2. Работы, которые необходимо произвести перед демонтажом муфты это:
- Измерить зазор опрокидывания, см. рис. 3.
- Открутить гайки (10) со шпилек (12), которыми крепится фланец карданного вала (17) к фланцу муфты.
- Карданный вал (17) опустить на ограждение.
- Измерить радиальное и осевое биение.
- Удалить соединительные элементы ( Болт (9) и шайбу (13)) между шайбой (3) и цапфой вала генератора (15).
- Снять шайбу (3).
9.3. Демонтаж муфты с втулкой и ступицей корпуса.
Внимание! Не применять усилия при демонтаже, например удары молотком и т.д.
9.3.1. Демонтаж муфты с втулкой при разрушенном резино-металлическом соединении
- Снять резиновый элемент (1) вместе с втулками (4, 6).
- Удалить крепеж.
- Вытащить резиновый элемент (1) из ступицы корпуса муфты.
9.3.2. Демонтаж муфты с втулкой при ненарушенном резино-металлическом соединении.
- Освободить крепление (8,12)
- Вытащить муфту с втулками (4, 6) из ступицы корпуса муфты (2).
9.3.3. Демонтаж ступицы корпуса муфты (2) с вала генератора.
- При помощи соответствующего приспособления-съёмника (см. рис. 4.) стянуть ступицу корпуса муфты (2) с цапфы вала генератора (15). При необходимости приспособление-съемник должно быть закреплено на ступице корпуса муфты с помощью 8 болтов М 10 х 30, прочность 8.8. При демонтаже муфты категорически запрещается использовать приспособления, кроме указанных в инструкции.
- при этом обратить внимание на то, чтобы закаленные и шлифованные контактные рабочие поверхности не были повреждены.
9.4. Контроль муфты со втулкой и ступицей корпуса.
9.4.1. Визуальный контроль резино-металлического соединения.
Резино-металлическое соединение не может более использоваться, если:
- Обнаружены риски, царапины, поры, которые могут негативно сказаться на работоспособности,
- Вулканизированная резина отслоилась от металлической поверхности,
- Резиноэлемент имеет механические повреждения.
9.4.2. Контроль втулки.
В случае, если при проверке в соответствии с пунктом 9.4.1. не обнаружено никаких повреждений, тогда должен быть замерен внутренний диаметр 90 мм втулки (6). До измерения втулка должна быть по необходимости очищена от следов истирания / износа Размер новой втулки:
0,90 мм +0,155 мм
+ 0,020 м
Для повторного использования допустим износ отверстия 90 мм до размера:
0,90 +0,1 мм.
Если фактический размер превышает это значение, то втулка должна быть заменена на новую.\
Толщина разгонной шайбы (5) со стороны карданного вала составляет:
1,5 мм +0,010 мм
-0,030 мм
Для повторного использования допустим износ шайбы по толщине до размера:
1,5 мм -0,08 мм.
Замена производится также в случае недостаточно тугой посадки резиноэлемента (1).
9.4.3. Контроль ступицы корпуса муфты.
Диаметр ступицы корпуса муфты 90 п8 мм измеряется в двух точках на расстоянии 25 мм и 60 мм от торца. Перед измерением нужно очистить наружную поверхность. В этом состоянии допустимы следующие отклонения размера:
0,90 +0
-0,054 мм
При сокращении наружного диаметра ступицы менее чем 0,90 - 0,1 мм корпус муфты не должен далее использоваться. В случае повреждения наружной поверхности ступица корпуса муфты также должна быть заменена.
9.5. Монтаж и ввод в эксплуатацию комплектной муфты.
9.5.1. Монтаж муфты.
- Муфты со втулкой (6) и разгонной шайбой (5) подвергаются ревизии в соответствиис пунктами 4.2.1. и 4.2.3.
- Дальнейший монтаж производится в том же самом порядке как и описано выше в пунктах 5.1. до 5.5. При монтаже используются новые предохранительные элементы. В случае использования новой ступицы корпуса (2) необходимо измерение радиального и осевого зазоров обработки внутреннего корпуса, как описано выше в пункте 5.
- В случае повторного использования втулки (6) и ступицы корпуса (2), муфта окончательно обтягивается на цапфе вала генератора с моментом 500 Нм.
- В случае применения новой втулки (6) и новой ступицы (2), муфта окончательно обтягивается при монтаже на цапфе вала генератора с моментом 300 Нм.
9.5.2. Балансировка комплектной муфты.
После монтажа муфта подвергается динамической балансировке на скорости вращения не менее чем 1500 об/мин, при использовании новых деталей динамическая балансировка тоже требуется. Для проведения балансировки следует обратить внимание на пункт 6.
9.5.3. Ввод в эксплуатацию муфты.
После монтажа муфты (см. пункт 7.) на вал генератора, замеряется зазор опрокидывания (см. рис. 3). В случае увеличения названных величин зазора опрокидывания дальнейшее использование муфты для ввода в эксплуатацию привода 32 кВт невозможно Привод должен быть демонтирован повторно и проверен. В случае монтажа новой муфты или новой ступицы корпуса на старый или в настоящее время применяемый генератор, должны пришлифовываться новые детали к конусу цапфы вала генератора.
9.5.4. Замечания по закреплению карданного вала.
Монтаж, а также закрепление карданного вала между фланцем со шлифованной шайбой и эластичной муфтой предвключения описывается в инструкции по монтажу 0.356-27.15.00:527, Пункт 6.
10. Для обеспечения долгосрочной и безаварийной работы муфты VSK 63, в целях сохранности резинового элемента муфты, ЗАПРЕЩАЕТСЯ использовать муфту для эмуляции работы генератора на стоянке при демонтированном карданном вале.
Пояснения к рис. 1 - эластичная муфта
1 Резиноэлемент
2 Ступица корпуса муфты
3 Концевая шайба
4 Втулка
5 Разгонная (фрикционная) шайба
6 Скользящая втулка
7 Болт с цилиндрической головкой М6х16
8 Болт с шестигранной головкой М 10x25
9 Болт с шестигранной головкой М24х60
10 Резьбовая шпилька М10x25
11 Шестигранная гайка М10
12 Пружинное кольцо В10
13 Пружинное кольцо А24
14 Цилиндрический штифт 4x10
15 Цапфа вала генератора
16 Призматическая шпонка
17 Карданный вал
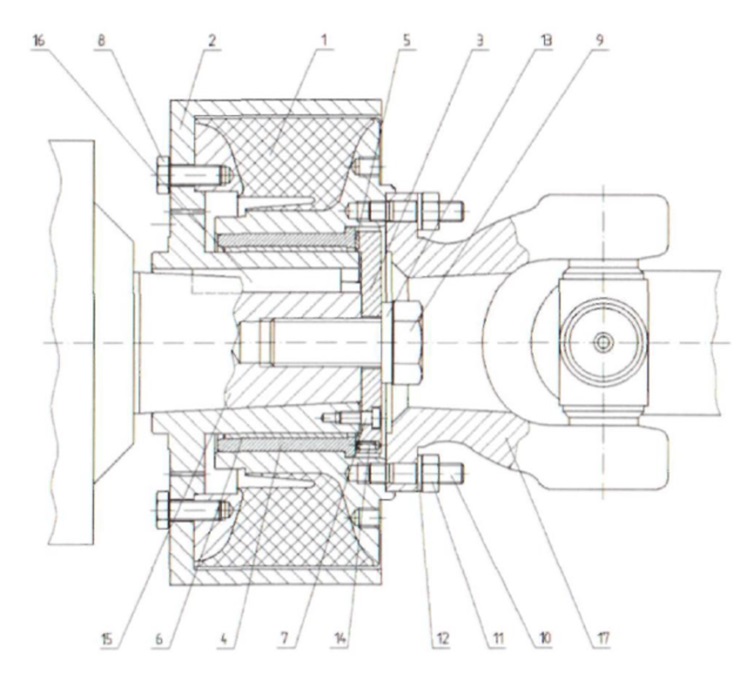
Рис.1
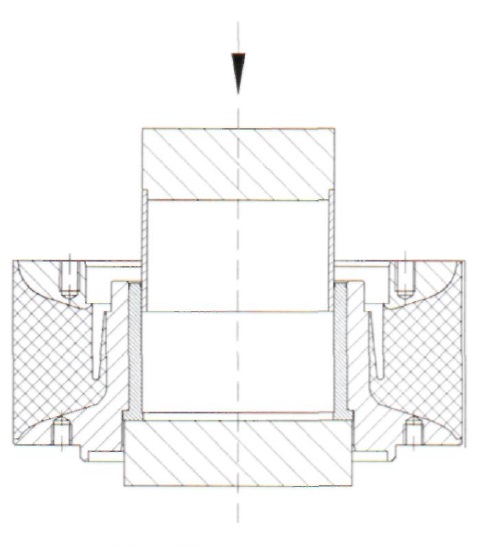
Рис. 2 Запрессовка Втулки (6)
Для измерения зазора опрокидывания основание измерительного индикатора неподвижно закрепляется на наружном диаметре корпуса муфты.
Ножка индикатора устанавливается на фланец карданного вала в непосредственной близости от места крепления к муфте.
1. Для измерения радиального биения установка основания измерительного индикатора значения не имеет. Ножка индикатора устанавливается на внутренний диаметр шейки посадочного места карданного вала.
2. Для измерения осевого/торцевого биения установка основания измерительного индикатора значения не имеет. Ножка индикатора устанавливается на плоскость в непосредственной близости от шейки посадочного места карданного вала.
Примечание: поверхности, на которые устанавливается ножка индикатора, должны быть чистыми от грязи и краски
Предельно допустимые значения полученные при замере зазора опрокидывания, торцевого и радиального биения для новой муфты приведены в пукте 4.2.1.1 , для муфты, независимо от количества километров пробега в пункте 8.3.1.3.
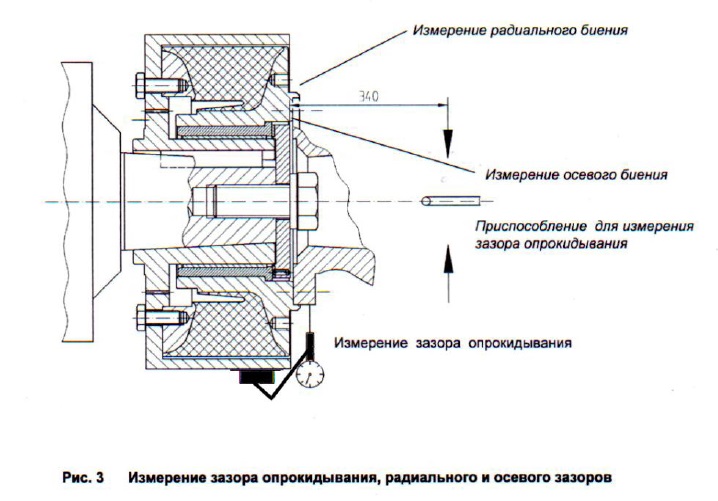
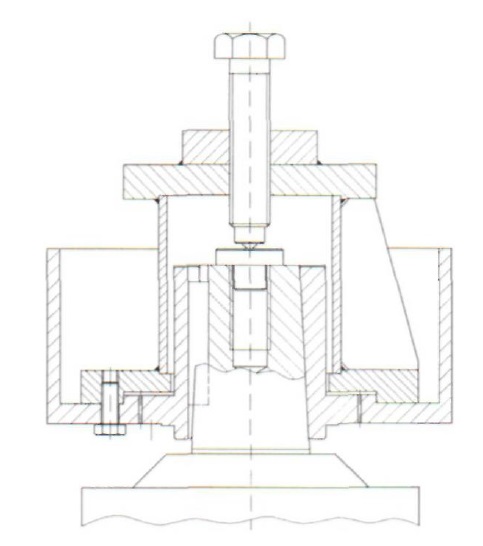
Рис.4 Съёмник для ступицы корпуса муфты
Изготовитель:
Опубликовано на Яндекс.Дзен